
October 14, 2024
Boyi Custom Automation equipment spare parts manufacturer provides customers with original quality, low-cost replacement...
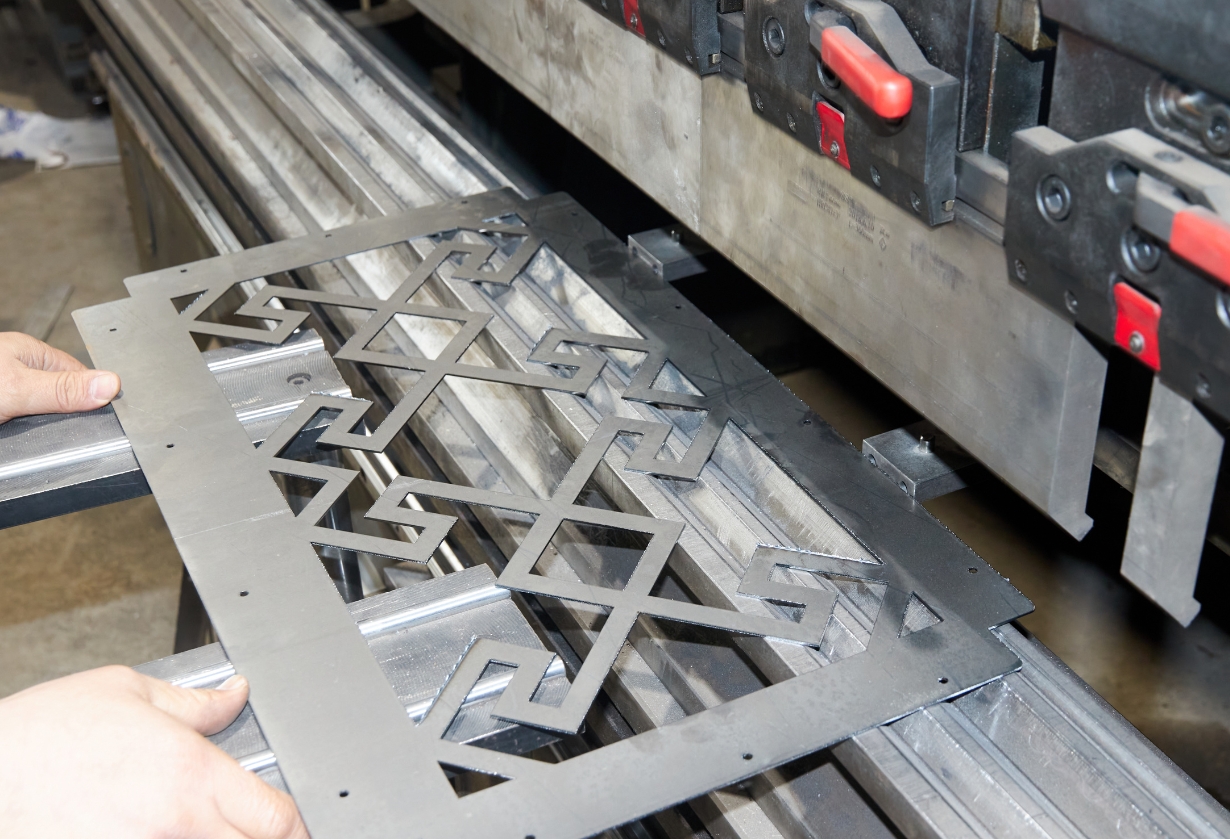
Sheet metal bending is a metal plate processing technology formed by pressure processing of sheet metal materials during the manufacturing process according to design requirements. Mechanical equipment is used to pressure bend the sheet metal to achieve the final processing requirements. Sheet metal bending is generally processed using a professional bending machine.
Sheet metal bending can produce sheet metal products of various shapes, lengths, sizes, and shapes. This process can transform single or multiple sheet metal sheets into parts with different geometric shapes, high precision, and high strength that meet specific requirements.– Sheet Metal Bending Processing Manufacturer
Before bending sheet metal, the corresponding angle, pressure, and line speed must be set on the machine to ensure the processing quality.
Usually, the sheet metal to be bent must be cut into the appropriate size and shape before it is placed in the clamp of the bending machine. Next, the clamp will make the sheet metal thoroughly contact the upper and lower dies of the bending machine, and then it will be processed by the machine. After processing, the processed parts are clamped out for the next assembly or processing.



The bending mold is made of high-quality steel after special heat treatment. It has the characteristics of high hardness, not easy to wear, and high-pressure resistance.
However, each set of molds has its limit pressure: tons/meter. Therefore, when using the mold, the length of the mold must be selected correctly, that is, how much pressure should be added per meter, and it must not exceed the pressure marked on the mold.

Boyi Custom Automation equipment spare parts manufacturer provides customers with original quality, low-cost replacement...
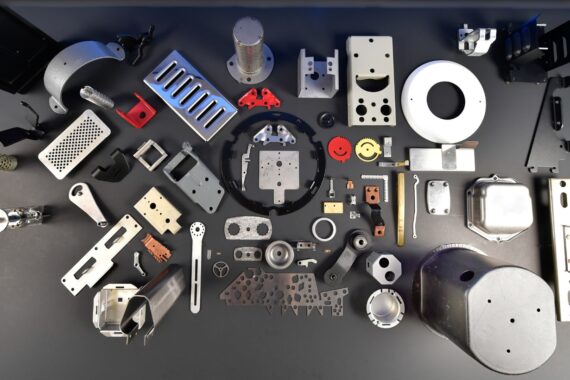
The application scope of sheet metal stamping processing is vast, covering almost all manufacturing-related...

Provides advanced sheet metal manufacturing process manufacturers that can meet customers' custom sheet metal...
